Explore el glosario de calidad
Navegue y busque los términos clave de aseguramiento y control de la calidad utilizados en auditorías, muestreo, SPC y calidad de proveedores. Empiece a escribir una palabra clave para ir directamente a la definición correcta.
Adecuación de las normas
Se trata de un término de fabricación que se refiere a la capacidad de una norma que se utiliza para calibrar la precisión de un medidor o del instrumento utilizado para medir la calidad o el rendimiento. Es mejor si dichas normas tienen su origen en la oficina nacional de normalización. El término también aparece cuando se trata de la medición de los procesos y procedimientos.
Análisis de medios (ANOM)
Esta es una técnica estadística usada en experimentos para identificar problemas y/o capacidades de un proceso industrial para entregar un producto final con las características deseadas.
Análisis de varianza (ANOVA)
Se trata de un método que permite descomponer y analizar la variación total en los resultados de cualquier proceso, comprender las causas de esta variación y, a continuación, evaluar su importancia. El objetivo es llegar a un proceso en el que la variación a la salida se reduzca al mínimo.
Análisis causal
Esta técnica se concentra en identificar las deficiencias específicas o los defectos, descubriendo las causas primordiales de estos y concluyendo con recomendaciones sobre la manera de eliminarlos, aplicando las soluciones que más se adapten a cada caso.
Análisis de efectos en modo de fallo (FMEA)
Se trata de un método para optimizar la fiabilidad y reducir al mínimo las causas de los defectos de los productos. Consiste en analizar los orígenes de los defectos del producto mediante el examen de las materias primas, los componentes y el proceso de montaje. El objetivo es determinar la probabilidad de fallo en esas áreas y tomar medidas preventivas sobre la base de este análisis.
Análisis de causa raíz
Es una herramienta de calidad utilizada para identificar el origen de defectos o problemas, centrándose en la causa original. Incluye un conjunto de técnicas para definir claramente el problema y encontrar una solución.
AOQ
Este es un acrónimo de calidad media saliente. Se refiere al máximo porcentaje de productos defectuosos que pueden ir a un cliente después de la inspección realizada bajo un plan de muestreo de aceptación. El AOQ requiere inspección al 100 % cuando los defectos en un lote superan un estándar mínimo. Esto ayuda a asegurar a los clientes que los proveedores entregarán productos que no incluirán más defectos de los esperados.
Auditoría de calidad
Una revisión independiente realizada para comparar determinados aspectos del desempeño de calidad con los estándares definidos para dicho desempeño.
Calibración
En la gestión de la calidad, es la comparación de un sistema o instrumento de medición no verificado como exacto con otro sistema o instrumento patrón con exactitud verificada. Esto se hace para identificar variaciones con respecto a una especificación requerida.
Calidad mínima aceptable
Es el nivel máximo de defectos o variaciones en una cantidad específica de productos, componentes o servicios que, para efectos de muestreo de calidad, puede considerarse satisfactorio como promedio de las salidas entregadas por un proceso.
Cero defectos
Este término explica que no deben existir fallas o defectos en los resultados del trabajo. Philip Crosby popularizó el concepto y es la base de su enfoque de la calidad.
Control de calidad
Se refiere a las actividades que una organización y sus empleados realizan para asegurarse de que los procesos internos entreguen productos o servicios de alta calidad.
Control de calidad estadístico
Es un término más amplio que el control estadístico de procesos, e implica el uso de técnicas estadísticas para medir y mejorar procesos y calidad.
Control de distancia recorrida (ARL)
Suponiendo que un proceso está en control estadístico y que los límites de control superior e inferior son conocidos, el ARL es el número esperado de subgrupos inspeccionados y medidos antes de que el operador detecte si el proceso ha cambiado a un nuevo nivel de control con una nueva línea central y nuevos límites. Existen métodos estadísticos para calcularlo.
Costo de calidad (COQ)
Se refiere a todos los costos implicados en la prevención de defectos, la evaluación del desempeño de los procesos y la medición de las consecuencias financieras. El costo de calidad es la justificación económica de los esfuerzos de calidad.
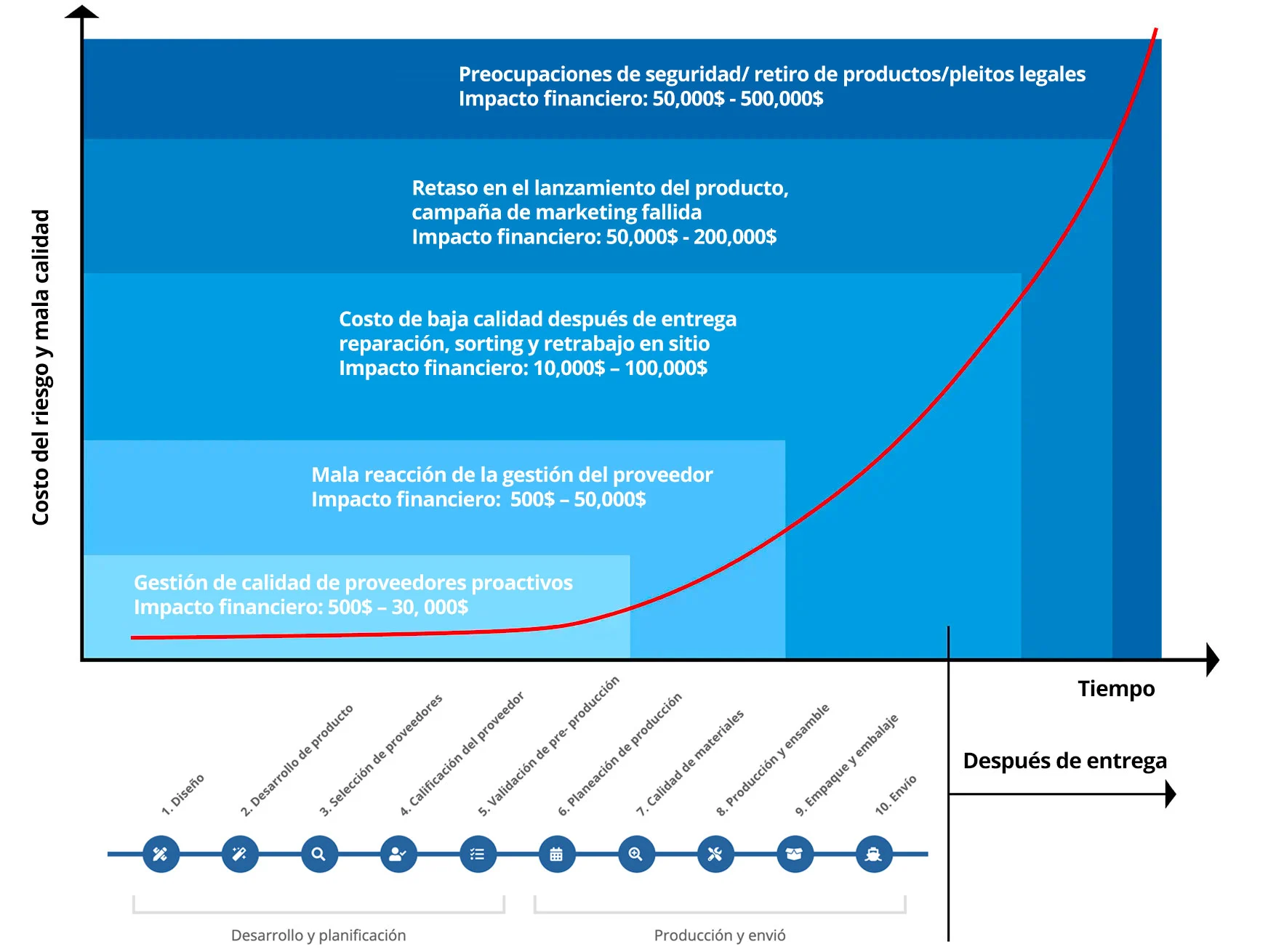
Costo por mala calidad (COPQ)
El costo de la mala calidad (COPQ) son los costos asociados con el suministro de productos o servicios de mala calidad. Existen componentes internos y externos:
- COPQ interno: desperdicio, chatarra, mano de obra, tiempo de retrabajo y costos administrativos.
- COPQ externo: retiro de producto, reparación y servicio, reclamaciones de garantía, devoluciones, demandas y crisis de reputación.
Estos riesgos de calidad y el COPQ pueden aparecer en todas las etapas de la gestión de proveedores, y el costo aumenta exponencialmente a medida que avanza el proceso. Cuanto antes se identifiquen y prevengan, menor será el costo para la empresa.
Unas pocas auditorías preventivas de calidad y acciones proactivas de desarrollo de proveedores casi siempre compensan el costo potencial de un retiro de producto, incumplimientos de seguridad o problemas de relaciones públicas.
Criterios de aceptación / rechazo
Consiste en medir y decidir si la calidad y el rendimiento de un producto o servicio es aceptable o no. Los criterios utilizados pueden ser especificaciones técnicas (como el nivel de tolerancia admitida en las piezas), cláusulas y condiciones contractuales o el rendimiento de un proceso o servicio. La idea implícita es que todos los procesos, productos y acciones deben tener un nivel de desempeño aceptable que pueda medirse. Como estos criterios se basan en las capacidades del proceso, los técnicos deben medir periódicamente la aceptabilidad para comprobar qué tan bien el proceso o el producto cumple con las especificaciones.
Defecto
Es (a) cualquier incumplimiento de un requisito del cliente, (b) cualquier atributo de un producto o servicio que no cumple con las especificaciones o (c) cualquier estado de no aptitud para el uso. Los defectos suelen clasificarse en cuatro categorías: muy graves, graves, mayores y menores.
Defecto crítico
Es un defecto que, con base en la experiencia, se considera peligroso para los empleados o que tiene potencial de causar daño o lesiones al usuario final.
Diagrama de afinidad
Técnica para organizar datos subjetivos en categorías basadas en relaciones intuitivas. Se usa mucho en grupos para encontrar elementos comunes entre preocupaciones e ideas y así organizarlas en grupos lógicos.
Diagrama de control
Es un gráfico y un método de control estadístico de procesos utilizado para registrar la capacidad y el desempeño de un proceso a lo largo del tiempo.
Diagrama de número de unidades defectuosas (np)
Es un tipo de gráfico de control usado para evaluar la estabilidad de un proceso observando el número total de unidades con defectos en una serie de lotes, cuando el tamaño de muestra de cada lote permanece constante.
Diseño de experimentos (DOE)
Es una rama formal de la estadística aplicada que se enfoca en planificar, ejecutar, estudiar e interpretar resultados de pruebas controladas. Genichi Taguchi fue pionero en este enfoque. Los pasos típicos: (1) definir el problema, (2) listar factores que pueden afectar el proceso, (3) realizar experimentos combinando esos factores, (4) elegir la combinación que produce el mejor resultado.
Distribución bimodal
Es una distribución con dos modos en la frecuencia de ocurrencia. Se muestra normalmente con un histograma. Suele documentar la relación entre dos factores en un proceso, por ejemplo hora del día y nivel de tráfico.
Estándares ISO 9000
Es un conjunto de normas de calidad desarrolladas en 1987 por la Organización Internacional de Normalización. Las tres áreas principales son:
- ISO 9001: cubre todos los procesos de la empresa desde diseño y desarrollo hasta compras, producción, pruebas, instalación y servicio.
- ISO 9002: cubre todo excepto diseño y desarrollo.
- ISO 9003: cubre solo inspección y pruebas.
Factor de gráfico de control
Es un factor basado en probabilidad matemática que facilita el cálculo de los límites de control en gráficos X-barra y de rango.
Gráfico de Pareto
Basado en la regla 80/20, muestra en orden descendente la frecuencia de ocurrencia de determinados eventos o resultados de proceso.
Índice de capacidad del proceso (CP)
Técnica para comparar el ancho de la especificación (rango dentro del cual la salida se considera conforme) con la dispersión natural del proceso, y así evaluar si el proceso puede cumplir regularmente las especificaciones.
Ingeniería de confiabilidad
Rama de la ingeniería dedicada a mejorar el desempeño y la confiabilidad de los productos, previendo cuándo y en qué circunstancias podrían fallar.
Ingeniería de calidad
Reúne las habilidades necesarias para aplicar técnicas de control de calidad estadístico al diseño e implementación de procesos de manufactura para que operen con eficiencia, mejoren continuamente y entreguen productos sin defectos.
Inspección
Incluye medir, probar o examinar una o más características de la salida de un proceso y comparar los resultados con los requisitos especificados para determinar si el producto o servicio es conforme.
ISO 9001
Norma que cubre todos los procesos de una empresa, desde diseño y desarrollo hasta producción y servicio.
ISO 9002
Norma que cubre todos los procesos excepto diseño y desarrollo.
Límite de control inferior (LCL)
Es la línea en un gráfico de control que indica el límite inferior dentro del cual el proceso está bajo control estadístico.
Lote
Cantidad definida de un producto o material producida bajo condiciones consideradas uniformes.
Manufactura ágil
Conjunto de procesos de fabricación flexibles que permiten diseñar y producir rápidamente productos personalizados, en el momento y lugar en que el cliente los necesita, sin comprometer la calidad.
Métodos Taguchi
Métodos creados por Genichi Taguchi que agrupan varias técnicas para evaluar la calidad y encontrar formas de mejorarla, partiendo de la idea de que toda variación respecto a lo que quiere el cliente supone una pérdida.
Muestras
Selección de un número determinado de unidades de un lote o población para examinarlas y determinar si el conjunto cumple con los requisitos.
Muestreo aleatorio
Método de muestreo en el que todas las combinaciones posibles de unidades tienen la misma probabilidad de ser elegidas.
Muestreo doble
Técnica de inspección en la que primero se inspecciona una muestra inicial; si no es concluyente o no pasa, se inspecciona una segunda muestra mayor y con ello se decide aceptar o rechazar el lote.
Muestreo representativo
Proceso mediante el cual se toman muestras de un lote procurando que exista el mínimo sesgo posible entre las características de la muestra y las del lote completo.
Número de aceptación
Al juzgar la aceptabilidad de un lote, es el número máximo de no conformidades permitido dentro de la muestra. Si el número de no conformidades es igual o menor a ese número, el lote se acepta; si lo supera, normalmente indica un problema en el proceso.
Nivel de calidad aceptable (AQL)
AQL es el límite aceptable de calidad de un proceso cuando se considera una serie continua de lotes en un nivel de calidad determinado.
Plan de muestreo continuo
Método apropiado para procesos que generan flujo continuo. Se inicia inspeccionando el 100 %; tras cierto número de unidades sin defecto, se pasa a inspeccionar solo una fracción. Si aparece una unidad no conforme, se vuelve al 100 %.
Plan de muestreo de aceptación
Plan que define la técnica de muestreo, el tamaño de la muestra y los criterios de aceptación/rechazo de un producto o servicio basado en muestras que cumplen con los criterios de calidad establecidos. Puede ser simple, doble o secuencial.
Proceso de control estadístico
Conjunto de técnicas estadísticas usadas para medir y monitorear el desempeño de un proceso, identificar áreas de mejora y reducir la variación.
Proceso de auditoría de calidad
Análisis y evaluación del desempeño del proceso frente a estándares predeterminados, incluyendo cómo los operarios mantienen la calidad y toman decisiones de aceptación/rechazo.
Pruebas y evaluaciones no destructivas (NDE/NDT)
Técnicas de prueba que no dañan ni destruyen los productos o piezas que se están evaluando.
Serie Q9000
Abreviatura de la serie ANSI/ASQC Q9000-1, la versión estadounidense de las normas ISO 9000, adoptada por ANSI en 1987, que incluye normas de calidad, documentación y procedimientos de auditoría.
Tiempo medio entre fallos (MTBF)
Medida del tiempo promedio entre fallos sucesivos de un producto o equipo. A mayor MTBF, mayor confiabilidad.
Tolerancia de porcentaje defectuoso de un lote (LTPD)
Forma cuantitativa de definir la relación entre la probabilidad de aceptación de un lote por parte del cliente y el porcentaje de unidades defectuosas dentro del mismo. A mayor porcentaje de defectos, menor probabilidad de aceptación.
Variación
Concepto que indica que siempre habrá alguna diferencia entre dos o más acciones dentro de un sistema y, por lo tanto, en los resultados que ese sistema produce.
Haga clic a continuación para mejorar la calidad de sus productos con Pro QC
ContáctenosSolicite una cotización
Estaremos complacidos de proporcionarle más información sobre nuestras soluciones de calidad. Por favor complete el siguiente formulario y nos comunicaremos de inmediato.
Contáctenos por correo electrónico
Contáctenos por teléfono
Norte América
+1 206 397 1145
México
+52 55 9990 7885
Colombia
+57 601 9190355
Reino Unido
+44 330 094 5589
Francia
+33 9 7303 6784
Alemania
+49 15630 810151
Australia
+61 2 8252 7691
India y Asia del Sur
+91 227 189 7407
Asia y Asia Pacífico
+886 2 2832 2990
Estabilidad
Pro QC ofrece aseguramiento de calidad, ingeniería y servicios de consultoría desde 1984.
Presencia global
Estamos presentes en más de 100 países a través de una red cada vez más extensa.
Observaciones oportunas
Reportes en línea, detallados y completados en un plazo de 24 horas.
Ingenieros titulados
Ingenieros preparados con amplia experiencia en una gran variedad de industrias.